41. Конвейеры. Классификация конвейеров
Технико-экономическая характеристика конвейеров. Управление электроприводами конвейеров.
Классификация конвейеров.
Конвейер - транспортёр, машина непрерывного действия
для перемещения сыпучих, кусковых или штучных грузов.
Основной классификационный признак конвейеров — тип тягового и грузонесущего органа. Различают конвейеры с ленточным, цепным, канатным тяговыми органами и конвейеры без тягового органа (гравитационные, инерционные, винтовые). Конвейеры с тяговым органом могут быть по виду грузонесущего органа ленточными, пластинчатыми, люлечными, скребковыми, ковшовыми и пр. Для таких конвейеров характерно общее с рабочим органом движение груза на рабочих участках. Тяговое усилие передается либо грузонесущим элементом, либо элементом, проталкивающим или тянущим груз по неподвижному желобу, трубе, настилу и т.п. Конвейеры могут иметь машинный привод (наиболее часто электрический, реже пневматический) или груз может перемещаться под действием силы тяжести (гравитационные К.).
В зависимости от условий используют конвейеры напольные и подвесные. Напольные
конвейеры могут быть стационарными, передвижными или переносными. На конвейерах
можно перемещать груз в горизонтальной или близкой к ней наклонной плоскости
(ленточные, пластинчатые, тележечные, скребковые, роликовые, винтовые,
вибрационные, качающиеся); в вертикальной или близкой к ней наклонной плоскости
(скребковые, ковшовые, винтовые, вибрационные конвейеры); в любой плоскости. В
последнем случае конвейеры состоят из
чередующихся горизонтальных, вертикальных или наклонных участков (подвесные,
ковшовые, скребковые, люлечные и др.). Кроме того, конвейеры могут различаться
в зависимости от рода перемещаемых грузов — насыпных или штучных. Конструкция
некоторых К. позволяет транспортировать как насыпные, так и штучные грузы.
Особые группы конвейеров составляют элеваторы,
вертикальные конвейеры с подвесными ковшами, люльками или полками, эскалаторы и другие.
Ленточные конвейеры (рис14.1.) используют для перемещения сыпучих, кусковых
и штучных грузов на расстояния, достигающие иногда 10—12 км и больше. Такие конвейеры обычно составляют из отдельных секций.
Тяговый и грузонесущий орган — лента. Груз перемещается на ленте вместе с ней.
В зависимости от типа роликоопор лента имеет плоскую или желобчатую форму.
Конвейеры с плоской лентой используется
преимущественно для перемещения штучных грузов. Необходимое натяжение ленты
обеспечивает натяжная станция. Привод конвейера
(приводная станция) состоит из электродвигателя, редуктора, барабана и
соединительных муфт. Загрузку сыпучего груза на ленту производят через
направляющий лоток или воронку, а разгрузку — через концевой барабан или при
помощи плужкового или барабанного сбрасывателя. 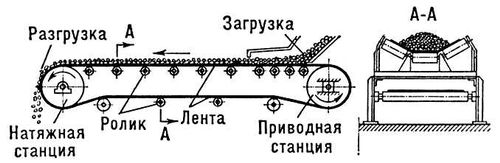
Рис. 14.1.Схема ленточного конвейера с лентой желобчатой формы
Ленточные
конвейеры имеют высокую эксплуатационную надёжность, обеспечивают
производительность от нескольких т/ч до нескольких тысяч т/ч.
Ширина тканевых лент в конвейерах от 300
до
Пластинчатые конвейеры предназначены для перемещения в
горизонтальной плоскости или с небольшим наклоном (до 35°) тяжёлых (
Скребковые конвейеры перемещают груз движущимися по жёлобу или трубе скребками. Разновидностью скребковых конвейеры являются К. с погруженными скребками, у которых скребки перекрывают лишь часть сечения желоба, а груз заполняет всю рабочую ветвь желоба или большую ее часть. Такие К. могут иметь сложную трассу и используются для перемещения грузов (обычно мелкосыпучих) в горизонтальном, вертикальном и наклонном направлениях со скоростью 0,1— 0,25 м/сек. Особую группу скребковых К. составляют трубчатые К., тяговая цепь и скребки которых размещены внутри трубы, причём скребки заполняют всё её сечение. Такие К. также могут иметь пространственную трассу.
В массовом и серийном производстве на сборочных работах применяют так называемые тележечные конвейеры. Они представляют собой тележки, соединенные тяговой цепью и движущиеся по замкнутой трассе.
Подвесные конвейеры с цепным тяговым органом служат для непрерывного (реже периодического) перемещения штучных грузов. Применение подвесных конвейеров позволяет решить проблемы комплексной механизации и автоматизации погрузочно-разгрузочных и складских работ на стыке внутрицехового, внутризаводского и магистрального транспорта. Значительная роль им отводится и в создании полностью автоматизированных складов.
Винтовые конвейеры служат для перемещения пылевидных и мелкокусковых грузов в горизонтальной или наклонной (до 20°) плоскостях, реже в вертикальной плоскости (конвейеры с быстро вращающимися винтами).
Роликовые конвейеры (рис.14.2) служат для перемещения штучных грузов с плоской, ребристой или цилиндрической поверхностью. На неподвижных осях рамы таких конвейеров в подшипниках вращаются ролики.

Рис. 14.2.Схема роликового конвейера
Инерционные конвейеры служат для транспортирования сыпучих, реже мелких штучных грузов на сравнительно короткие расстояния в горизонтальном или наклонном (до 20°) направлениях. В инерционных конвейерах частицы груза скользят по грузонесущему органу или совершают полёты в пространстве под действием силы инерции.
14.2. Технико-экономическая характеристика конвейеров.
Эффективность использования конвейеров в технологическом процессе любого производства зависит от того, насколько тип и параметры выбранного конвейера соответствуют свойствам груза и условиям, в которых протекает технологический процесс. К таким условиям относятся: производительность, длина транспортирования, форма трассы и направление перемещения (горизонтальное, наклонное, вертикальное, комбинированное); условия загрузки и разгрузки конвейера; размеры груза, его форма, удельная плотность, абразивность, кусковатость, влажность, температура и пр.; ритм и интенсивность подачи, а также различные местные факторы.
Производительность Q (т/час) любого конвейера при перемещении штучных грузов массой G кг со скоростью u м/сек определяется по формуле:
![]()
где а — расстояние между грузами, м.
При перемещении сыпучих или жидких грузов:
![]()
![]() т/час,
т/час,
где y — коэффициент степени заполнения ёмкости грузом; l — объём ёмкости в л, в которой перемещается груз; g — объёмная масса в т/м3; u — скорость в м/сек; а — расстояние между ёмкостями на конвейере, .
Перемещении сыпучих грузов непрерывным потоком:
Q=3,6 qu или
Q=3600Fu g м/ч,
где q — удельная нагрузка в кг/м; F — сечение потока в м2, u — скорость в м/сек.
Приведённые выражения показывают, что как производительность конвейера так и определяющие её параметры (u, а, F и др.) не зависят от расстояния, на которое перемещается груз. В этом состоит основное преимущество машин непрерывного действия, к которым относятся конвейеры, перед машинами цикличного действия (например, подъёмными кранами, автомашинами, вагонетками и др.).
Степень технического совершенства конвейера определяется удельным расходом мощности ем:
![]() кВтч/т
кВтч/т
где Р — мощность в кВт; Q — производительность в т/ч.
Высокая производительность, простота конструкции и сравнительно невысокая стоимость, возможность выполнения на конвейере различных технологических операций, невысокая трудоёмкость работ, обеспечение безопасности труда, улучшение его условий — всё это обусловило широкое применение конвейеров во всех областях народного хозяйства.
14.3.Управление
электроприводами конвейеров.
Одной из важных задач, которую
приходится решать при проектировании автоматизированного электропривода
конвейеров, особенно ленточных большой протяженности, является ограничение
ускорений в ленте конвейера при пуске. Лента представляет собой упругий элемент
и при пуске с повышенным ускорением она может стать источником возникновения
колебаний в механической части конвейера. Движение ленты при этом
характеризуется неравномерностью линейных скорости ее головного и хвостового
участков, и резкими изменениями натяжения, что может привести к повышенному
износу, ленты, а в некоторых случаях и к ее разрыву.
Для ограничения ускорений в электроприводе ленточных конвейеров можно использовать многоступенчатый пуск
двигателя с фазным ротором. Однако такой способ приводит к усложнению схемы
управления, увеличению габаритов панелей управления и ящиков пусковых
резисторов. В некоторых случаях более удобно ограничивать ускорение привода при
пуске - путем задания дополнительной искусственной нагрузки на валу двигателя.
Практически это осуществляется при помощи колодочных тормозов с электрическим
или гидравлическим управлением, индукционных или фрикционных муфт,
присоединяемых к валу двигателя. При наличии дополнительного тормозного момента
уменьшается динамический момент, и тем самым ограничивается ускорение.
По окончании пуска источник
тормозного момента должен быть отключен от вала двигателя.
Управление электроприводами одиночных конвейеров, не связанных с другими механизмами, производится посредством магнитные пускателей и кнопок, управления или автоматов с максимальной и тепловой защитой, размещаемых на пультах около приводных станций. Более сложны схемы управления совместно работающими конвейерами.
В основе схем управления такими транспортными системами лежат следующие
требования:
1. Пуск двигателей конвейеров
должен производиться в направлении, обратном технологическому потоку, чтобы на
конвейерах не образовывалось завала транспортируемого груза.
2. При остановке, одного из
конвейеров двигатели других конвейеров, подающих материалы на останавливаемый,
сразу отключаются, двигатели остальных конвейеров могут продолжать работать.
3. При общей остановке
транспортной линии, большой производительности первым должен 6ыть отключен
двигатель того конвейера, с которого поступает материал на другие конвейеры, а
затем поочерёдно отключаются остальные двигатели.
4. Для предотвращения большого
снижения напряжения в питающей сети при пуске двигатели конвейеров значительной
мощности должны пускаться поочередно.
5. Для опробования и наладки
конвейеров следует обеспечить возможность пуска и остановки любого из них
независимо, от других конвейеров (обычно пуск и остановка при наладке
производятся с рабочего места).
6. В тяговом органе конвейера при неодинаковых характеристиках двигателей возникает дополнительное натяжение, обусловленное разностью моментов двигателей. Поэтому при установке на приводных станциях конвейера асинхронных двигателей с короткозамкнутым ротором следует проверять характеристики и применять машины с одинаковыми параметрами. Если для привода используются двигатели с фазным ротором, то соответствие характеристик может быть получено введением дополнительных сопротивлений в цепь ротора.